Mere om nitning og undervogne i 1:45
af Erik Olsen
I artiklen Bygning af undervogne til toakslede vogne i 1:45 skrev jeg om hvordan man kan nitte akselgaflerne fast til de udvendige længdedragere, men beskrev det ikke i detaljer. Her fortæller jeg mere om nitning, samt om hvordan jeg sikrer at akselgafler og længdedragere kommer til at sidde korrekt. Det er nemlig vigtigt at akslerne er parallelle og vinkelret på vognens længdeakse, ellers vil vognen køre skævt og i værste fald afspore kritiske steder i sporet.
I modsætning til de pyntenitter som jeg beskrev i artiklen Nagler og nitter, er nittesamlinger som jeg her beskriver, beregnet på fastgøre delene. Man kan i nogle tilfælde lodde samlingen bagefter, men i de fleste tilfælde er det unødvendigt. Først skal man imidlertid bruge nogle nitter og noget værktøj.
Nitteformer
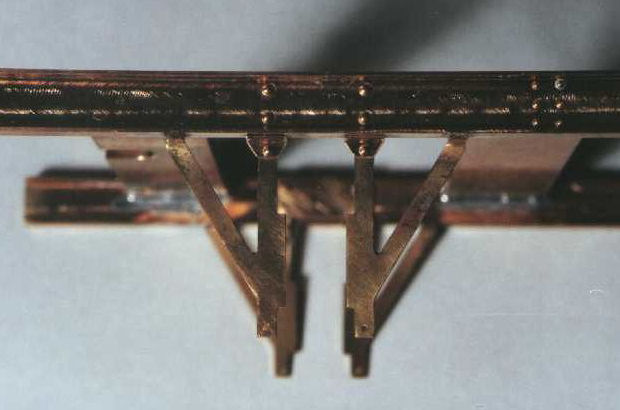
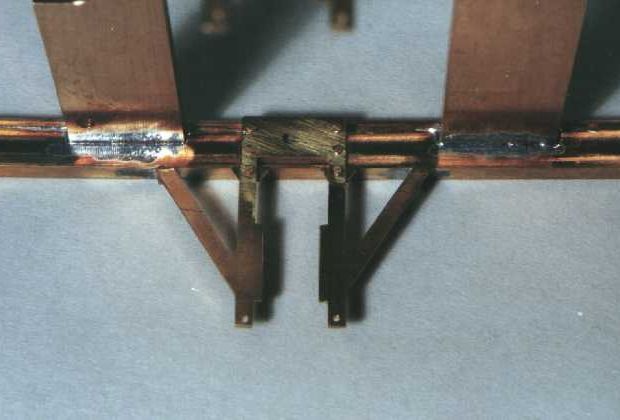
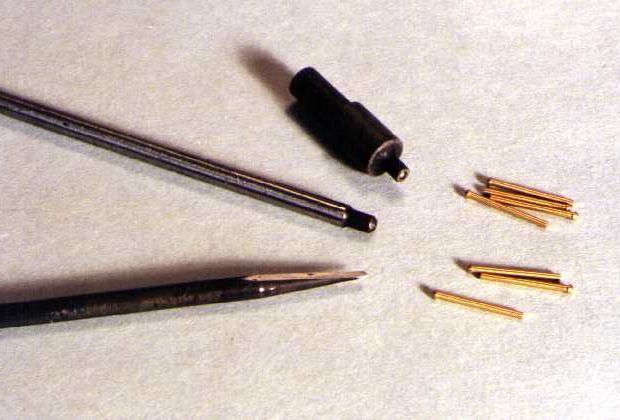
Ovenfor er vist nitter med halvrundt hoved hvor der ved nitningen tildannes et tilsvarende hoved i den modsatte ende. Hvis den tildannede nitteende ikke kan ses, er det imidlertid en udmærket løsning blot at forme nittehovedet med hammeren; denne metode har jeg anvendt ved pånitning af akselgafler på længdedragere som vist på foto 1 og 2.
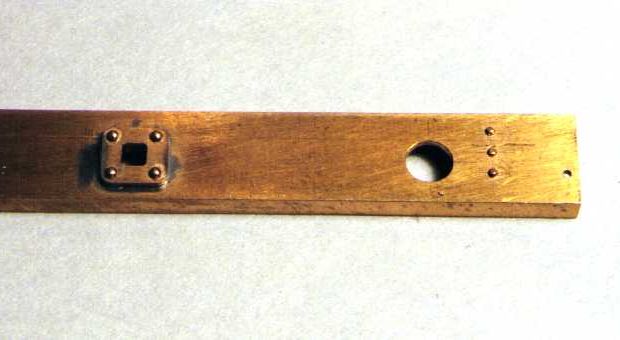
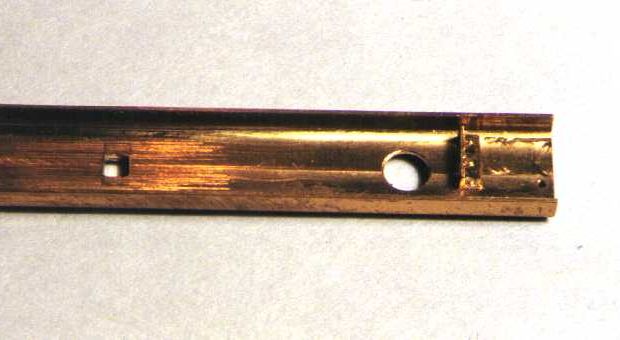
Man kan også undersænke hullet på bagsiden 90° eller bedre 75°, og foretage en undersænket nitning hvor hovedet kan files helt glat med fladen. Denne løsning har jeg anvendt ved nitning af trækbøsninger på pufferplanker, se foto 4 og 5.
Endelig kan udføres nitninger hvor begge hoveder er undersænkede, hertil kan anvendes et stykke messing- eller kobbertråd. Det kræver dog nogen forsigtighed at tildanne hovederne korrekt og lige lange.
Nitter
Nitter kan fremstilles som beskrevet i Nagler og nitter, eller de kan købes. Jeg køber mine nitter hos Old Pullman Modellbahnen, Dorfstrasse 2, Postfach 326, CH-8712 Stäfa, Schweiz. De forhandler messingnitter med halvrundt hoved og dimensioner som anført i tabellen (længden måles fra hovedets underside).
Indtil nu har jeg brugt 0,4 mm og 0,6 mm nitter, det er drejede nitter af meget høj kvalitet. Materialet synes at være automatmessing, det er lidt hårdt og sprødt til nitning. Man kan inden brugen opvarme nitterne med en gasflamme til de bliver blå-brune, det gør dem lidt blødere.
| Best. nr. | diameter | længde | hoveddiameter | pakning stk. | pris CHF (1998) |
| 82301 | 1,0 | 2 | 1,7 | 100 | 2,70 |
| 82302 | 1,0 | 3 | 1,7 | 100 | 3,80 |
| 82303 | 1,2 | 3 | 2,1 | 100 | 3,80 |
| 82304 | 1,4 | 3 | 2,5 | 100 | 3,20 |
| 82306 | 0,4 | 7 | 0,6 | 250 | 12,90 |
| 82307 | 0,6 | 7 | 0,8 | 250 | 14,50 |
| 82308 | 0,8 | 7 | 1,0 | 250 | 14,90 |
Værktøj
Der skal anvendes forskelligt værktøj, dels almindeligt værktøj som vel de fleste modelbyggere har, dels specialværktøj som man selv kan fremstille. Man får brug for: En lille hammer, små fladtænger og en lille fin skævbider (elektroniktænger af fabrikat CK kan anbefales, kan købes blandt andre hos Trinbrættet i Århus og RS Radioparts), en eller flere små pincetter (fabrikatet A. Dument et Fils nr. 2 og 7 kan anbefales, kan købes blandt andre hos Trinbrættet i Århus), små bor og et sæt små urmagerrivaler (igen Trinbrættet i Århus).
Følgende specialværktøj får man brug for: En stålklods eller ambolt med hul til modholdet, et modhold, en knapmager og en nittetrækker. Stålklodsen må man anskaffe sig på en eller anden måde, den kan rettes til ved filing og afgrates; desuden bores et 3 mm hul i 10 mm dybde. Nittetrækkeren er i sin simpleste form blot en stykke messingrør, men en nittetrækker af stål som hærdes og anløbes, holder langt bedre. Modhold og knapmager kan man fremstille selv hvis man har en lille drejebænk.
For at kunne fremstille modhold og knapmager, må man først lave et særligt bor som kan lave den halvrunde forsænkning. Det fremstilles som et spadebor af 2 mm meterstål (hærdeligt, slebet rundt stål). Et stykke skæres af og afgrates, spændes i centrerpatron eller spændetang så det løber, og endefladen afdrejes. De yderste 2-3 mm afdrejes cylindrisk til en diameter lidt større end nittehovedets (svarende til 0,85 mm for 0,6x7x0,8 mm nitter fra Old Pullman). Derefter afdrejes et stykke konisk til 2 mm diameter, vinklen 3-5° med længdeaksen. Til sidst rundes enden så nær halvkuglefacon som muligt.
Boret tages ud af patronen, og der files nu to flader 180° forskudt, med en vinkel på 3-5° med længdeaksen (det koniske stykke kan bruges som rettesnor). Der files forsigtigt og lige meget af begge sider, til tykkelsen ved spidsen er 0,10-0,15 mm. Herefter hærdes boret ved ensartet opvarmning med en gasflamme til rødglødhede (pas på ikke at opvarme den tynde spids for meget, flammen skal rettes mod den svære del af emnet) og lynhurtig neddypning i koldt vand (lige ned med den tynde ende først).
Dernæst håndslibes borets to flader på en fin carborundumsten med petroleum eller tynd olie (pas på at spidsen ikke bliver for tynd). De blanke flader tjener til vejledning ved anløbningen der skal give det nu glashårde stål nogen sejhed. Opvarmningen sker med gasflamme og meget let hånd, eventuelt kan emnet lægges på en metalplade, og opvarmningen foretages nedefra. Når de blanke flader ved spidsen skifter farve til strågul afbrydes opvarmningen, og emnet dyppes straks i koldt vand. Hvis de førhen blanke flader er blevet blå i stedet for strågule eller brunlige, har emnet været for varmt, og er blevet for blødt.
Nu kan de to flader atter slibes blanke. Borets rundede ende skal nu håndslibes. De skal slibes med frigangsvinkel 5-8° bagud på borspidsens højre halvdel (ved et højreskærende bor) når man holder boret med spidsen ind mod sig og en af de blanke flader opad, samtidig med at den halvrunde form bibeholdes. Slibningen sker med boret i en holder (stiftklo, borholder eller fileklo) på den fineste carborundumsten med petroleum eller tynd olie, og en urmagerlup med 2,5-4 gange forstørrelse i øjet. Slibningen gentages på skærets anden halvdel, og de to frigangsflader skal mødes i borets midtlinie.
Modhold og knapmager drejes af 4 mm hhv. 2 mm meterstål, udformningen kan ses af foto 3. Det vigtigste er at bore de skålformede huller for nittehovedet i den rigtige dybde med specialboret. For at starte hullerne korrekt, bores for med et stift kort bor. Det kan være et 1,5-2 mm almindeligt sneglebor af highspeedstål som slibes til, eller et 90° spidsbor fremstillet af 2 mm meterstål på samme måde som specialboret. Fordelen er at hullet startes uden at boret bøjer ud, og hullet kommer til at løbe. Dernæst bores med et almindeligt sneglebor til knap færdig dybde, og der sluttes med det halvcirkelformede specialbor. Hullets dybde kontrolleres med en nitte og en urmagerlup. Hvis hullet er blevet lidt for dybt, kan man dreje lidt af endefladen. Emnerne færdigdrejes samt hærdes og anløbes som tidligere beskrevet.
Fremgangsmåde ved nitning
Delene bores ret præcist. Skal man lave flere ens dele som eksempelvis de viste akselgafler, kan det betale sig at lave en borelære og bore delene i den, så bliver de ens. Akselgaflerne, længdedragerne og mellemlæggene mellem akselgafler og længdedragere er alle boret i borelære. Ellers må delene opmærkes omhyggeligt med skydelære og en velslebet ridsenål, og kørnes præcist med en velslebet kørner. Der bør arbejdes under kraftig belysning, og kørnerprikkerne kontrolleres med en urmagerlup inden boringen. Der kan med fordel bores først med et mindre bor, til 0,6 mm nitter kan startes med 0,5 mm, og der bores op til 0,6 mm, eventuelt begge emner sammen hvis man da kan fastholde dem.
Hullerne afgrates og en nitte sættes i hullet. Skal emnerne nittes med flere nitter, som akselgaflerne og trækbøsningerne, betaler det sig at sætte alle nitterne i inden der nittes. Hvis hullerne ikke passer helt overfor hinanden kan de rives en smule op med en urmagerrival. Bedst er det hvis nitterne sidder tilpas stramt i hullerne at de ikke falder ud når man begynder at nitte.
Nitterne klippes nu af på længde med en fin skævbider. Til et halvrundhoved skal en 0,6 mm nitte være ca. 0,7 mm længere end den samlede emnetykkelse. Man kan bruge et stykke messingplade med et hul lidt større end nittediameteren der føres ned over nitten, til at holde afstand mens man klipper af. Nittehovedet lægges i modholdet der sidder i stålklodsen, og emnerne slås sammen med nittetrækkeren. Nittens ende bearbejdes med meget lette slag til den netop sidder fast; de øvrige nitter i samlingen behandles ligeså. Herefter formes hovederne et efter et til samlingen er færdig.
På den viste pufferplanke er trækbøsningen nittet med 4 stk. 0,6 mm nitter som er undersænket på bagsiden. Efter nitningen er delene loddet og afrenset, bagsiden filet glat og hullet filet kvadratisk. Det lille stykke vinkelmessing på bagsiden er fastgjort med 3 stk. 0,4 mm nitter. Foruden at nitterne faktisk findes på den virkelige vogn, tjener vinkelstykket til forstærkning af loddesamlingen mellem længdedrager og pufferplanke. På denne måde er der fulstændig styr på delenes placering ved lodningen.
Sammenlodning af undervognen
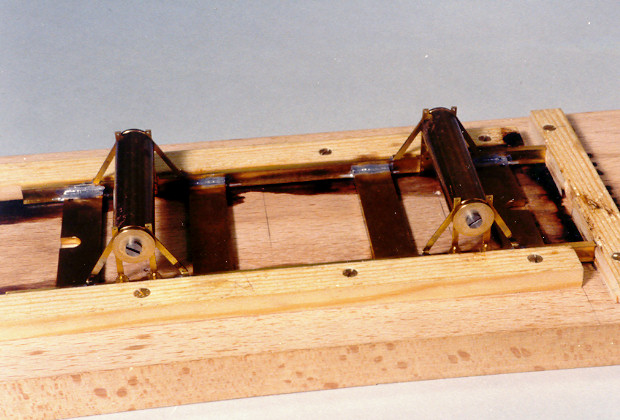
I artiklen Bygning af undervogne til toakslede vogne i 1:45 beskrev jeg hvordan undervogne loddes sammen i en lære af træ. Jeg har imidlertid haft problemer med at fastholde akselgaflernes indbyrdes afstand da længdedragerne gerne vil tippe indad i læren. Derfor fandt jeg på at lave de på foto 6 viste to afstandstykker. I afstandsstykkernes endeflader er boret og skåret M2 gevindhuller, og en reces er afdrejet så den netop passer ind mellem akselgaflernes grene; recessens dybde er 0,45 mm. Akselgaflerne kan fastspændes med afdrejede skiver og M2x5 skruer med cylinderhoved, se i øvrigt figur 3.
Ændringer:
2008-03-15: Opdateret til HTML 4.01 Strict.
2009-01-02: Typografi opdateret.